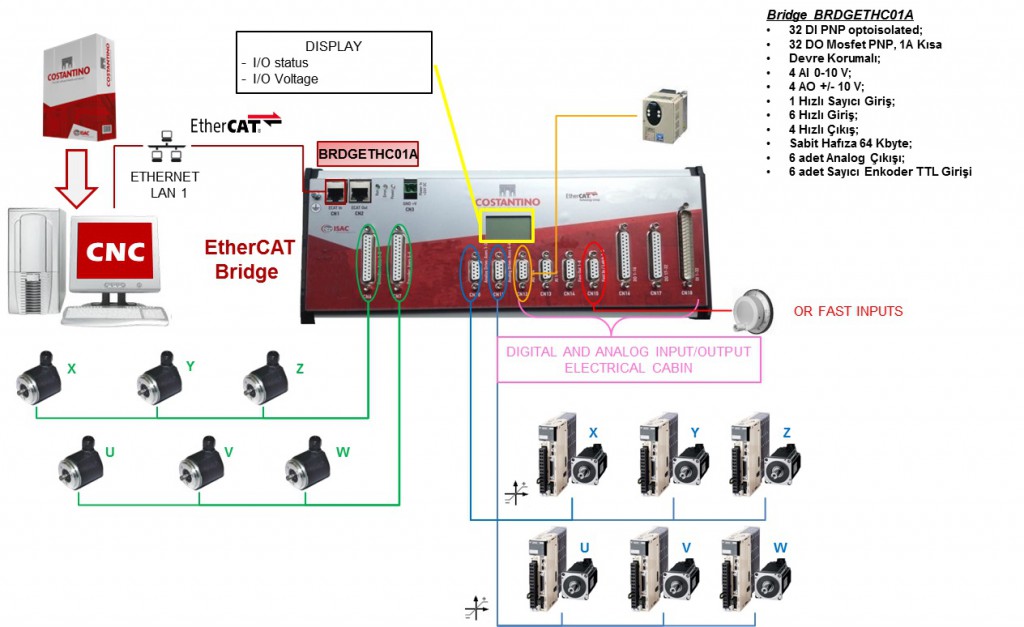
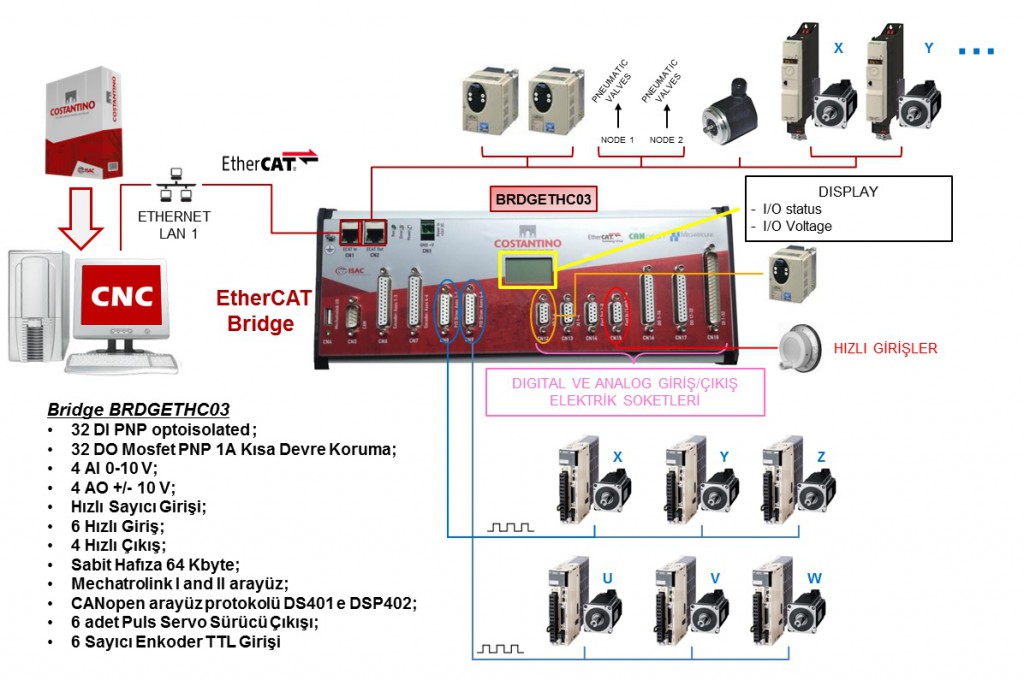
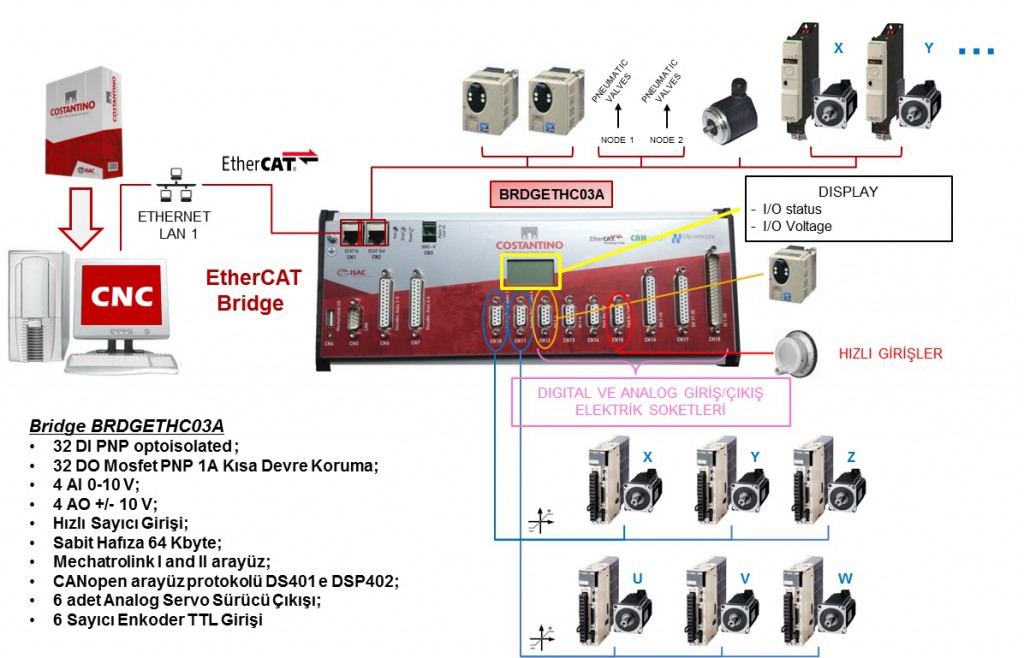
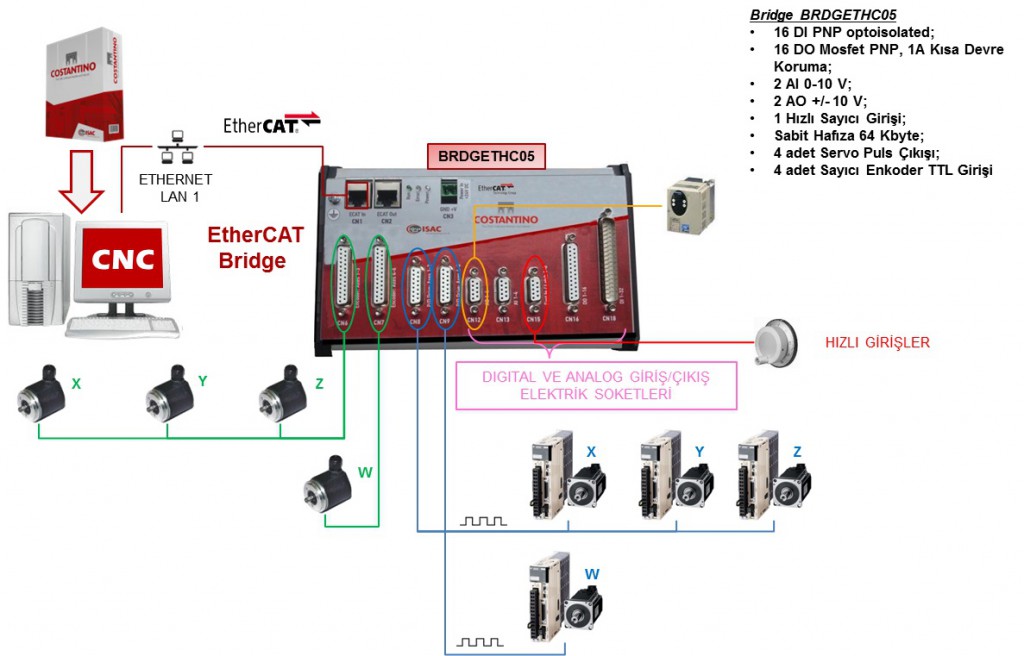
Costantino ISAC tarafından geliştirilen CNC işlevlerini uygulamaya koyan bir yazılımdır.CNC’lerin ve ilişkili uygulamaları bu alanındaki 40 yıllık deneyim sayesinde, bu mimari tarafından dayatılan sınırlamalar olmaksızın bir bilgisayar donanımlı CNC nin işlevlerinin tümünü sağlamaktadır. O, ISAC ile desteklenmeyen her PC ya da IPC’ye kurulabilir ve onun özellikleri onu yerleşik CAM gerektiren CNC uygulamaları için ve güçlü bir ürün sunarken kendi bilgisayar donanımının çözümünü önermek isteyenler için ideal kılmaktadır. CostantinoModbus, Profinet, OPC sunucu ve SSI’ye doğrudan bağlanabilir. Bu olmazsa ISAC bir bilgisayar donanım aracını, EtherCATBridge’yi de destekleyebilir. EtherCAT Bridge karma donanıma, EtherCAT  ve başka alan yollarıyla ara yüz yapmaya olanak sağlar. Bunlar arasında standart arayüzlerle birlikte Mechatrolink ve CANopen, Darbe/Yönlendirme ve analog, adımlayıcıservo sürücü bulunmaktadır. Bu çözüm piyasadaki birçok ürünün tersine, kullanıcıya, yalnızca yüksek düzeyli donanıma dayalı CNC’lerde bulunan işlevleri sürdürebilirken, standart ofis PC’sine dayalı yalın ya da basit kullanımlar kurma olanağı vermektedir. Bu nedenlerle;
ve başka alan yollarıyla ara yüz yapmaya olanak sağlar. Bunlar arasında standart arayüzlerle birlikte Mechatrolink ve CANopen, Darbe/Yönlendirme ve analog, adımlayıcıservo sürücü bulunmaktadır. Bu çözüm piyasadaki birçok ürünün tersine, kullanıcıya, yalnızca yüksek düzeyli donanıma dayalı CNC’lerde bulunan işlevleri sürdürebilirken, standart ofis PC’sine dayalı yalın ya da basit kullanımlar kurma olanağı vermektedir. Bu nedenlerle;
- Genişletilebilir ve makinede 5 eksenli işleme fonksiyonlarına ve yüksek hızla işleme kapasitelerine sahiptir.
- Birçok simultane kısmi programla çok kanallı işlevler içerir. Her kanal, interpolasyonlu hareket içinde eksenleri kontrol edebilir. Bağımsız eksenler alet değiştirme gibi yardımcı işlevlere adanmıştır.
- Her kanal için 12 eksene kadar iş görebilir;
- Ölçüm sistemlerinin çözümüne ya da sonucuna (çözünürlük) hiçbir sınır getirmeden, çalışma hızıyla işleme dakikliğini birleştiren uygulamalar kurmaya olanak verir.
- PLC her uygulamanın ihtiyacına uygun olarak değiştirilebilir.
Costantino’da, standart dillerle programlanabilen bir PLC ortamı vardır bu da uygulamayı yalınlaştırır ve öğrenme eğrisini kolaylaştırır.
- IEC61131’e ait diller:
o IL (Talimat listesi)
o ST (Yapılandırılmış metin)
o LD (Merdiven diyagram)
o FBD (İşlev Blok Diyagramı)
o SFC (Sıralı işlev kartı)
- ANSI C.
CostantinoPLCopen MC part 1 v 1.1 şartnamesine uygun olarak işlevsel bloklar aracılığıyla konumlandırma hareketini ve koordine edilmiş hareketli eksenleri denetleyebilir. Costantino CNC ortam ISO6983’e uygundur ( Bkz. aşağıda G-kod listesi). Başka deyişle, programın sentaksı öteki sayısal kontrollere çok benzer. Piyasadaki başlıca CAMlar için son işlemciler de elimizde bulunmaktadır. (aşağıdaki uyumlu CAM listesine bakın).
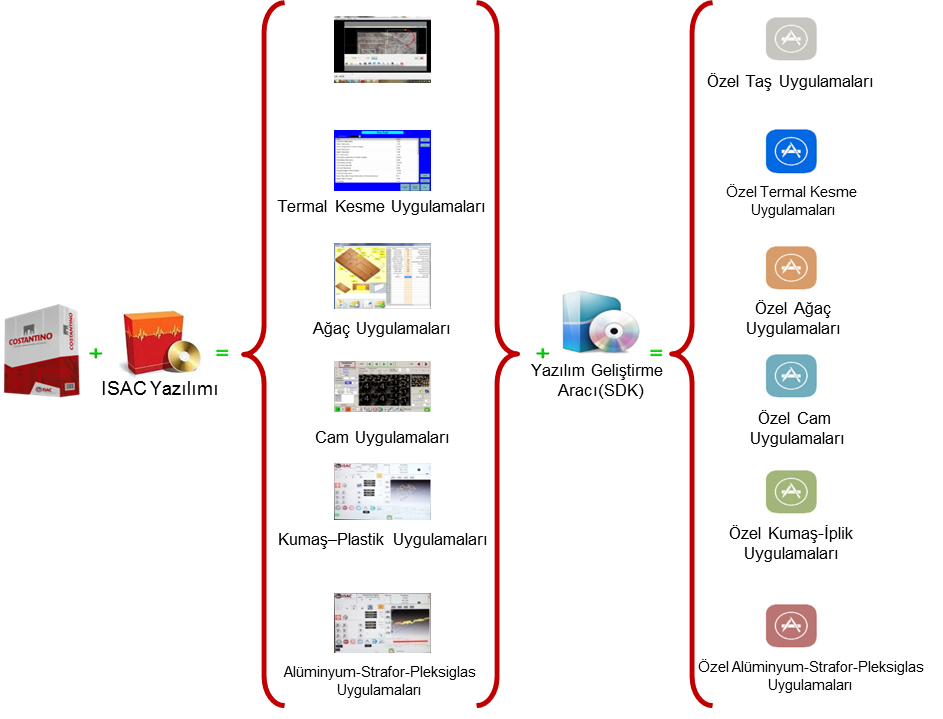
Elimizde kişileştirme ihtiyaçlarını en aza indiren kapsamlı bilgisayar yazılımı uygulama yordamlıkları da bulunmaktadır. Bununla birlikte Costantino kişiselleştirilmiş uygulamalar geliştirmek için de mükemmel bir temeldir. CostantinoCNC’yideğişik makine türlerinde değişik uygulama alanlarında kullanıma hazır duruma getiren uygulamalı yazılımlar da elimizde bulunmaktadır. Bu proje maliyetinin azalması sonucunu yaratır. Söz konusu alanlar cam, metal, metal plaka, plastik-kauçuk, karton- köpük, taş, dokuma ahşap vb.dir. (Bkz. aşağıdaki Uyumlu CAM listesi) Satın almaya başlamak için Shop’a gidip bütün bilgileri okuyun.
Herhangi Bir Uygulama Geliştirilebilir
- Click to enlarge -
Çalışmaya Hazır Uygulamalar
- Click to enlarge -
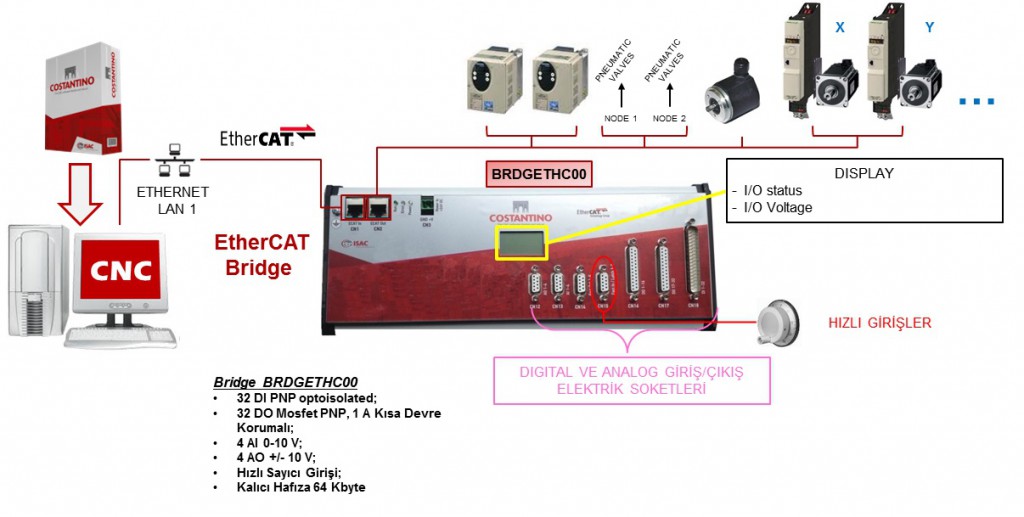
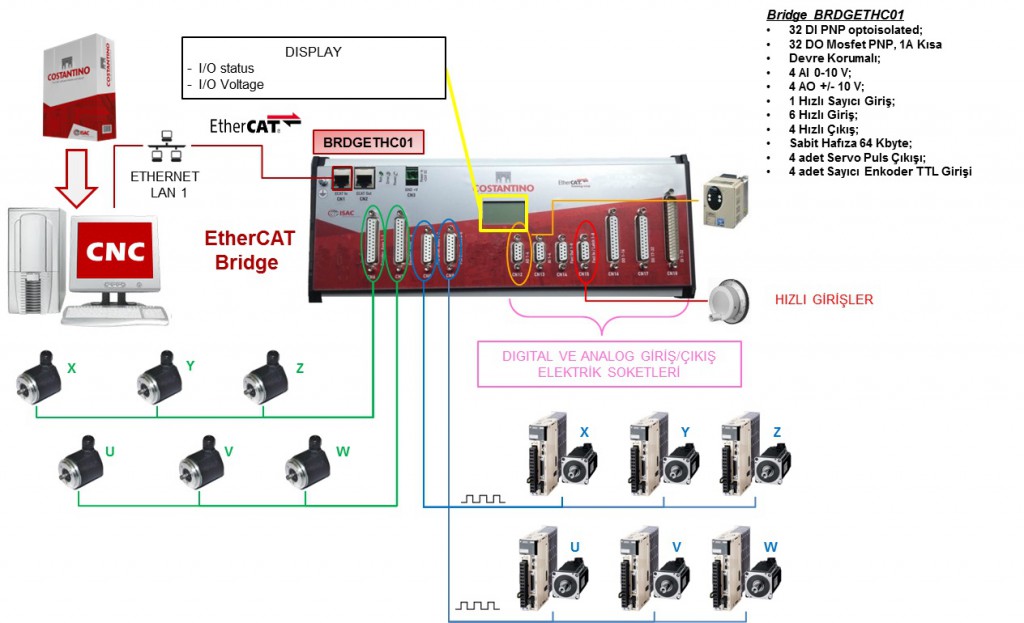
Costantino donanım ve yazılım düzeneğini yapılandırmak çok kolaydır. Bu web sitesinin “Uygulama” sayfalarında bazı örnek yapılandırmalar bulabilirsiniz. Costantino CNC bir yazılım ve bir de bilgisayar donanımından oluşmuştur. Yazılım iki ayrı modül aracılığı ile oluşturulabilir. Birincisi temel CNC yazılımdır ikincisi özel makinelere adanmış bir uygulama yazılımıdır. (Çalışmaya hazır uygulamalara bakın) . Bilgisayar donanımı parçaları Bridge (Köprü) adı verilen bu işe adanmış cihazdan oluşur. Bu cihaz, EtherCAT işletişim protokolünü başka alan yolu protokollerine dönüştürmek ya da Darbe/Yön ya da analog ara yüzlerden yararlanarak CNC’yiservo-sürücülerle ara yüz kurmak için kullanılır. Costantino CNC konfigürasyonlarını tamamlamak için bir PC ve bir de ekran, klavye ve maustan oluşan kullanıcı ara yüzüne ihtiyacınız var . ISAC bütün bu bilgisayar donanımlarını endüstriyel derecede öğeler olarak sağlayabilir ya da siz kendiniz bunları başka sağlayıcılardan alabilirsiniz. Costantino CNC konfigürasyonunu özel bir uygulama için tanımlamak ; dolayısıyla da gerek duyduğunuz öğeleri sipariş etmek için aşağıdaki adımları izlemeniz gereklidir.
- Ne tür bir CNC yazılama gerek duyduğunuzu tanımlayın; çünkü üç değişik tür var. Biri ISAC bilgisayar donanımı olmadan kullanılacak olan, ikincisi kataloglarda bulabileceğiniz ISAC Bridge’lerin (Köprü) herhangi biriyle kullanılabilecek olandır; bu CNC’yi gerek müşterinin isteğine göre değiştirilmiş, gerekse çalışmaya hazır her türlü uygulama için kullanmaya olanak verir. Üçüncüsü Bridge model BRIDGE06’ sınırlı sayıda eksen varken ve I/O(lar) yeterli olduğunda kullanılmalıdır.
- Hangi Bridge modelini amaçlarınıza uygun olduğunu tanımlayın. Bunu gerek duyduğunuz alan yolu, servo sürücülerin ara yüzü ve eksenlerin sayısına göre seçin.
- Uygulama için gereken hesaplama gücüne göre PC’yi (ya da IPC’yi) tanımla.
- Kullanıcı panelini tanımla.
- Çalışmaya hazır ürünlerde uygulama yazılımını tanımla.
Müşteri isteğine göre değiştirilmiş Uygulamayı seçtiğinizde ya da Çalışmaya hazır bir uygulamayı, isteğinize göre değiştirmek istediğinizde PLC ve HMI’yı programlamak için yazılım geliştirme ortamını satın almanız gerekir (Yalnızca bir kez).
Satın almayı kolaylaştırmak için bilgisayar donanımı ve yazılım teminini ayırabilirsiniz. Yazılım, ISAC web sayfasının, sipariş olduğunda kullanıcıya temin edilen referanslar kullanarak erişilebilen bu işe ayrılan özel alanı aracılığıyla bilgisayar üzerinden dağıtılmaktadır.
Yapılandırma Bridge EtherCAT
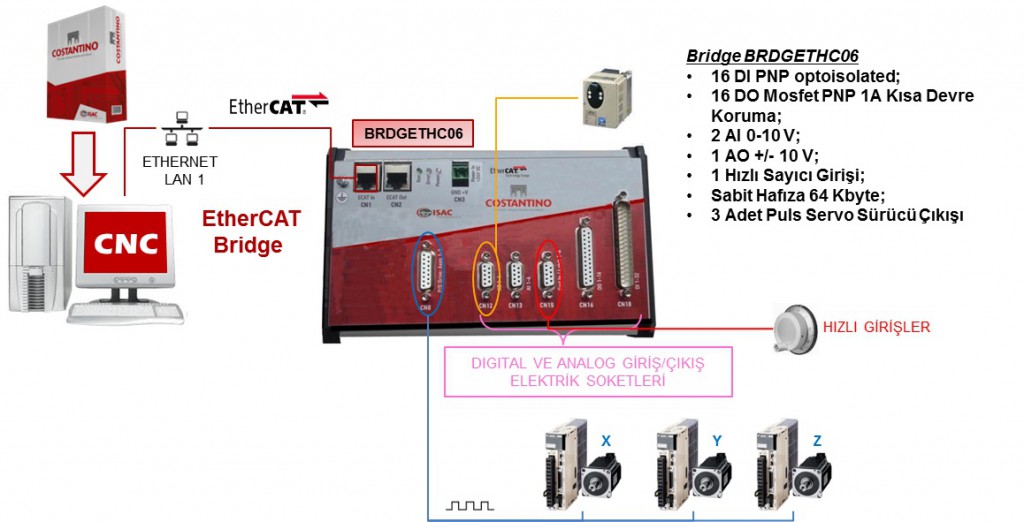
işlevselliği
CNC İNTERPOLATÖR
- 8 taneye kadar senkronize parçalı programlar,her kanal için 12 taneye kadar eksen
- PLC ile denetlenen eksenlerle senkronizasyon
- İleri doğru okuyan 256 blokla yörünge denetimi, sarsıntı denetimiyle görülür hızlanma analizi
- Doğrusal, dairesel, sarmal NURBS interpolasyon
- Elektronik el çarkları.
- Sabit uzayla, ters zamanla, dönen parça üzerinde sabit beslemeyle yörünge üzerindeki hızın tanımlanması.
- Köşe pahı verme ve kontrol noktalarının kırık çizgisinden geometrinin rekonstrüksiyonu
- Yörüngeye teğet olan eksen
- Yüksek hızlı kesme ve mikro son işlem algoritmaları.
SPINDLE
- Standart ‘S’ ve ‘M kodlarıyla programlanabilir.
- Hız dakikadaki tur olarak ya da dakika içinde metreler olarak programlanabilir (Sabit hızla kesim).
- 6 hız aralığında denetim.
- Yönlendirme.
- Rijid kılavuz çekme .
- Diş açma.
CNC İŞLEVLERİ
- Kullanıcı tarafından tanımlanan makroları makineyle işleme ve homing.
- Uzaydaki çalışma düzleminin roto-translasyonu (döndürülerek kaydırılması)
- Ara verilen işlemenin yeniden başlatılması.
- Geçerli programınkilerden farklı emirlerin yerine getirilmesinden sonra aparatların ve eksenlerin yeniden konumlandırılması.
- Programın ileri ve geri uygulanması.
- Başka programların uygulanması için geçerli programın durdurulması.
- Durdurma üzerine uygulanan program
- Blok uygulamanın izlenmesi ve gerçekleştirilen yörüngenin 3D göz önüne getirilmesi.
CNC PROGRAMLAMA
- ISO6983 kodundaki (G-code) Yörüngenin tanımlanması ve kesme teknolojisi, dosyalar aracılığıyla 7 düzeye kadar iç içe yerleştirilmiştir.
- Akış denetimi ve parametrik programlama için talimatlar;
- Metal üstü Tanımlama
- Kanallar arası işletim senkronizasyon işlevi
- Programlamayı kolaylaştırmak için interaktif grafik editör. Söz dizimi ve işletim koşulları konusunda aracısız doğrulama.
- Örtük pah verme ve geçişler.
Kurulum ve Bakım
- Entegre osiloskop işlevi aracılığıyla kinematik zincir analiz;
- Ortaya çıkan bütün olayların kaydedilmesi.
- Gönderilen verilere dayanarak uzaktan soruna tanı koyma
POZİSYONLAR
- Kartezyen ve polar koordinatlar
- Mutlak ve artımlı (incremental)
- Milimetreler ve inçler
ALETLER
- Makinede işleme düzleminde ya da makinede işleme uzayında dengeleme
o Alet uzunluğu
o içerilen özel parçaların nihai çeyrek daireleriyle birlikte alet yarıçapı.
- Aletlerin düzlemsel, döner ve kule depolama sistemlerinin genel denetimi.
ORİGİNLER
- 20 orijin noktası+ mutlak ve artımlı yer değiştirme
- Kendi kendine öğrenme aracılığı ile parça orijini yaratma.
SABİT DÖNGÜLER
- Delme
- Delerek vida dişi açma
- Yuva açma
- Dıştan diş açma
- Torna tezgahı için kabasını alma.
CAM (Bilgisayar yardımıyla Üretim)
- Kullanılabilir CAM: Ahşap torna tezgahı için ve dişli frezesi kesimi için Pegasus
- Uyumlu CAM (Onaylı)
o Alma
o Alphacam
o Artcam (link)
o Taglio
o Vertik
- Genellikle Başka CAM için ayarlama CAM üreticisinin kendisi tarafından yapılır.
G. KODLARI LİSTESİ
Başlıca G –kodları
Kod |
Tanım |
| G0 | Hızlı hareket |
| G1 | Çalışan doğrusal hareket |
| G2 | Saat Yönünde yay |
| G3 | Saat yönünün ter yönünde yay |
| G4 | Makinde işleme sırasında durma |
| G5.1 | Yüksek hızda makinede işleme ve mikro işleme |
| G6.2 | NURBS interpolasyon (üçüncü dereceye kadar) |
| G09 | Blok ucunda kesin duruş |
| G10 | Kutupsal koordinatlar: Doğrusal interpolasyon |
| G12 | Kutupsal koordinatlar: saat yönünde yay |
| G13 | Kutupsal koordinatlar: Saat yönünün ters yönde yay |
| G16 | Şekillendirici düzlem seçimi |
| G17 | XY şekillendirici düzlem seçimi |
| G18 | ZX şekillendirici düzlem seçimi |
| G19 | YZ şekillendirici düzlem seçimi |
| G25 | Çalışma alanının sınırlandırılması: En küçük değer |
| G26 | Çalışma alanının sınırlandırılması: En büyük değer |
| G33 | Kenar çekme |
| G34 | Artan eğimle kenar çekme |
| G35 | Azalan eğimle kenar çekme |
| G40 | Aletin yarıçap telafisini devre dışı bırakma |
| G41 | Sağda iyi gereçle alet yarı çapını telafi et |
| G42 | Solda iyi gereçle aletin yarı çapını telafi et |
| G43 | Alet uzunluk telafisi ekle |
| G44 | Alet uzunluk telafisi çıkar |
| G46 | Parçadan teğetsel ayrılma |
| G47 | Sağ yan profiliyle teğet saldırı |
| G48 | Solda profille teğet saldırı |
| G49 | Uzunluk telafisini devre dışı bırakma |
| G53 | Pozisyonlar makinenin fiziksel orijiniyle ilişkilendirilir |
| G54 | Çalışma orijini seçimi (50 orijine kadar) |
| G58 | Makinede işleme orijininin (nispi) kaydırması |
| G59 | Makinede işleme orijininin mutlak kaydırması |
| G70 | İnç olarak programlama |
| G71 | mm olarak programlama |
| G80 | Delme döngüsünü iptal et |
| G81 | Delme |
| G82 | Planya etme |
| G83 | Derin delme |
| G84 | İleriye doğru delerek vida dişi açma |
| G85 | Deliğin genişletilmesi döngüsü |
| G86 | Mil dayamasıyla deliğin genişletilmesi |
| G87 | Yönlendirilmiş Mil dayamasıyla ile delik genişletme ve ayırma |
| G89 | Duraklamalı delik genişletme |
| G90 | Mutlak pozisyonla programlama |
| G91 | Artımlı pozisyonla programlama |
| G92 | G95’de mil maksimum hızını sınırlama |
| G93 | Zamanın tersine çevrilmesinde besleme hızı. |
| G94 | mm/Dk. (min) besleme hızı |
| G95 | mm/rev. besleme hızı |
| G96 | Metre/dk.’daki besleme hızı |
| G97 | RPM’deki besleme hızı |
Genişletilmiş
Kod |
Tanım |
| G302/G303 | Bir ekseni bağımsız/tefsiye eksenine dönüştürmek |
| G305 | Yansıtma |
| G306/G307 | Üst metal uygulaması |
| D0 | Alet uzunluğunu sıfırla |
| D1/D2/D3/D4 | Çok teğetli alet ekseni ve uzunluk #1/#2, #3/#4 ayar seçimi. |
| G312 | Otomatik yazılım sınırını devre dışı bırakma ya da programlama |
| TNG | Teğet ekseni programlama |
| G319 | Dönüşüm matriksi ve döndürerek kaydırma |
| G327/G328 | Geçerli kanalda paylaşılan ekseni edinme/bırakma. |
| G329 | RTCP Tanımı |
| G340 | Modulo eksen ile interpolasyon |
| G350 | Frezeleme/ torna modu seçimi |
Senkronizasyon mekanizması
Kod |
Tanım |
| [!xxxx] | Synch-label (PLC ile asenkronik iletişim) |
| Mxxxx | Yardımcı işlevler, hareket bloklarıyla daha önceden tanımlanmış aralık içinde çalışma ( Mxxxx PLC ile senkronize iletişim) |
| G318 | PLC’ye bir kod gönderir |